















OPERATING PROCEDURES
MATERIAL LOADING
Material is supplied from a pressure vessel or pump with enough pressure to cause a proper rate of flow from the
dispense needle. (Note: The material pressure will vary depending on the application.)
Warning: Do not apply either operating or reservoir air pressure to the product unless all screws are in place and
properly tightened and all material supply connections are properly in place and tightened. Fasten all air
connections securely.
Attach the air line to the regulator and set the air pressure control to the setting required for the application. (Note:
When using a remote reservoir, the delivery tubing and fittings must be compatible with the material being
dispensed and capable of withstanding the dispensing pressure.)
WARNING: Do not exceed 100 psi (6.9 bar) pressure on the operating system. Do not exceed 1200 psi (82.7 bar)
material inlet pressure. Higher pressures may cause a hazard or serious injury. Note: The minimum
recommended pneumatic operating system pressure is 70 psi (4.8 bar) clean/dry air.
WET SYSTEM CHECKOUT
Using the purge cycle on the air supply controller, run the material through the material supply line and valve until
a smooth material flow is observed through the dispense needle.
After the purge cycle has been completed, set the air supply controller to the manual cycle mode and cycle the
dispense valve several times.
OPERATION ADJUSTMENTS
AIR SUPPLY ADJUSTMENT
The air pressure to the controller and material supply regulator is typically 70 psi (4.8 bar). Do not exceed 100 psi
(6.9 bar) pressure to the dispense valve. However, the material supply pressure must be adjusted according to
the type of material being dispensed. Too low a pressure will give you an inconsistent dispensed volume because
the material does not have sufficient pressure to flow smoothly through the needle. Too high a pressure may
cause material separation or packing. Use the minimum pressure needed to obtain smooth material flow during
the purge cycle.
MATERIAL OUTPUT ADJUSTMENT
The material output depends on the material pressure, size of needle, and the rate at which the dispense valve is
moved by the system to which it is attached.
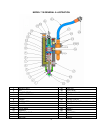
Note: The Adjustment Screw (27) is used to adjust the maximum height setting of the Piston Rod (4) to
the Needle Seat (1) and is not intended to be used as a flow control adjustment. See the Dry System
Check (seen on the previous page) for more information.
DISPENSE NEEDLE HEIGHT ADJUSTMENT
Ideally, the material should just contact the work piece enough to create an adhesive bond and cause a clean
separation of the material from the needle tip upon completion of the dispense cycle.
6