



















<%).'&'M(+8dbWdAVi]Z$B^aa
"',"
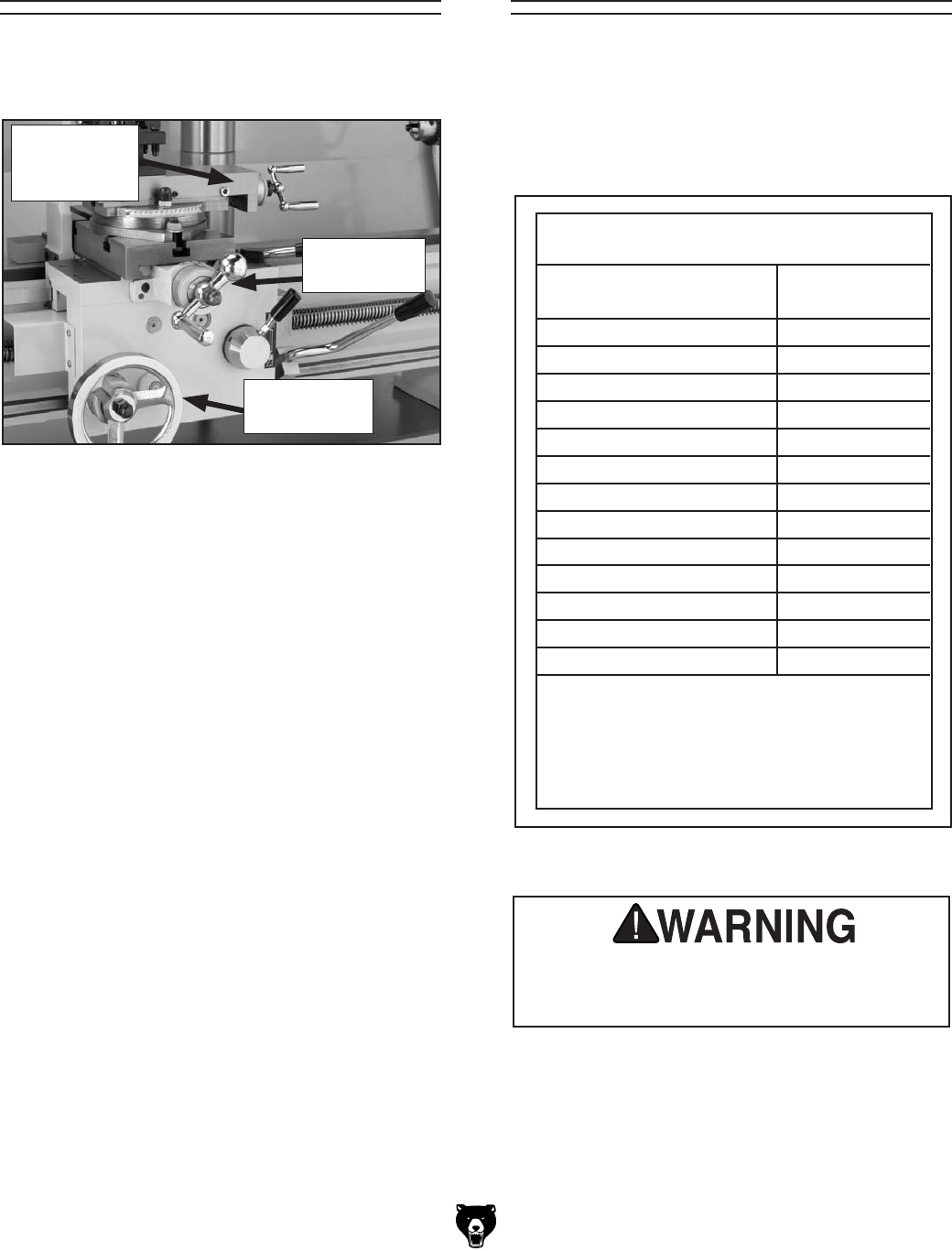
NdjXVcbVcjVaanbdkZi]ZXjii^c\iddaVgdjcY
i]ZaVi]Z$b^aal^i] i]Zi]gZZ]VcYl]ZZah h]dlc
^cFigure 30#
S
Longitudinal Handwheel
I]Zadc\^ijY^cVa]VcYl]ZZabdkZhi]ZXVgg^V\Z
aZ[idgg^\]iVadc\i]ZWZY#I]^hXdcigda^h]Zae"
[ja l]Zc hZii^c\ je i]Z bVX]^cZ [dg ijgc^c\ dg
l]ZcbVcjVabdkZbZci^hYZh^gZYYjg^c\ijgc^c\
deZgVi^dch#
Cross Slide Handwheel
I]ZXgdhhha^YZ]VcYl]ZZabdkZhi]Zideha^YZ
idlVgYVcYVlVn[gdbi]Zldg`#Ijgc^c\i]ZY^Va
XadX`l^hZbdkZhi]Zha^YZidlVgYi]Zldg`e^ZXZ#
Compound Rest Handwheel
I]Z XdbedjcY gZhi ]VcYl]ZZa Xdcigdah i]Z
edh^i^dc d[ i]Z Xjii^c\ idda gZaVi^kZ id i]Z
ldg`e^ZXZ# I]Z \gVYjViZY Y^Va ^h VY_jhiVWaZ
jh^c\ i]Z hVbZ bZi]dY Vh i]Z Y^Va dc i]Z
Xgdhh ha^YZ# 6c\aZ VY_jhibZci ^h ]ZaY Wn ild
]Zm cjih dc i]Z WVhZ d[ i]Z XdbedjcY gZhi#
Figure 30.8Vgg^V\ZXdcigdah#
8gdhhHa^YZ
=VcYl]ZZa
Adc\^ijY^cVa
=VcYl]ZZa
8dbedjcY
GZhi
=VcYl]ZZa
To determine and set the needed spindle
RPM for cutting:
1. JhZi]ZiVWaZ^cFigure 31idYZiZgb^cZi]Z
Xjii^c\ heZZY gZfj^gZY [dg i]Z ldg`e^ZXZ
bViZg^Va#
Cutting Speeds for High Speed Steel
(HSS) Cutting Tools
Ldg`e^ZXZBViZg^Va 8jii^c\HeZZY
h[b
6ajb^cjbVaadnh (%%
7gVhh7gdcoZ &*%
8deeZg &%%
8Vhi>gdc!hd[i -%
8Vhi>gdc!]VgY *%
B^aYHiZZa .%
8VhiHiZZa -%
6aadnHiZZa!]VgY )%
IddaHiZZa *%
HiV^caZhhHiZZa +%
I^iVc^jb *%
EaVhi^Xh (%%"-%%
LddY (%%"*%%
Figure 31.8jii^c\heZZYiVWaZ[dg=HHXjii^c\
iddah#
Failure to follow RPM and feed rate guide-
lines may threaten operator safety from
ejected parts or broken tools.
Using the Manual
Feed Handwheels
Setting the Spindle
RPM
Note:For carbide cutting tools, double the
cutting speed. These values are a guide-
line only. GZ[Zg id i]Z MACHINERY'S
HANDBOOK [dg bdgZ YZiV^aZY ^c[dgbV"
i^dc#