


















<%).'&'M(+8dbWdAVi]Z$B^aa
"(*"
To determine and set the mill to the needed
cutting RPM:
1. HZaZXi i]Z Xjii^c\ heZZY gZfj^gZY [dg i]Z
bViZg^Vad[ndjgldg`e^ZXZjh^c\i]ZiVWaZ^c
Figure 46#
NOTICE
Failure to follow RPM and Feed Rate
Guidelines will shorten cutter life and give
poor workpiece results and may threaten
operator safety from ejected parts or broken
tools.
Setting the Spindle
RPM
Never shift gears while lathe or mill is
running; otherwise, the gear teeth will be
chipped or broken.
NOTICE
Note:You will only be able to get an approxi-
mate RPM value with the variable speed
knob.
4. BdkZi]Zb^aa\ZVgWdmaZkZghidi]ZcZVgZhi
b^aa^c\heZZYGEB#
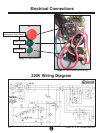
Cutting Speeds for High Speed Steel
(HSS) cutting tools:
Ldg`e^ZXZBViZg^Va 8jii^c\HeZZYh[b
6ajb^cjbVaadnh (%%
7gVhh7gdcoZ &*%
8deeZg &%%
8Vhi>gdc!hd[i -%
8Vhi>gdc!]VgY *%
B^aYHiZZa .%
8VhiHiZZa -%
6aadnHiZZa!]VgY )%
IddaHiZZa *%
HiV^caZhhHiZZa +%
I^iVc^jb *%
EaVhi^Xh (%%"-%%
LddY (%%"*%%
Figure 46.=^\]heZZYhiZZaXjii^c\X]Vgi#
Note: Double the cutting speed for car-
bide cutting tools. These values are a
guideline only. Refer to the MACHINERY'S
HANDBOOK for more detailed information.
2. BZVhjgZi]ZY^VbZiZgd[ndjgXjii^c\idda^c
^cX]Zh#
3. JhZ i]Z [daadl^c\ [dgbjaV id YZiZgb^cZ i]Z
cZZYZYGEB[dgndjgdeZgVi^dc/
(Cutting Speed x 4) / Tool Diameter = RPM
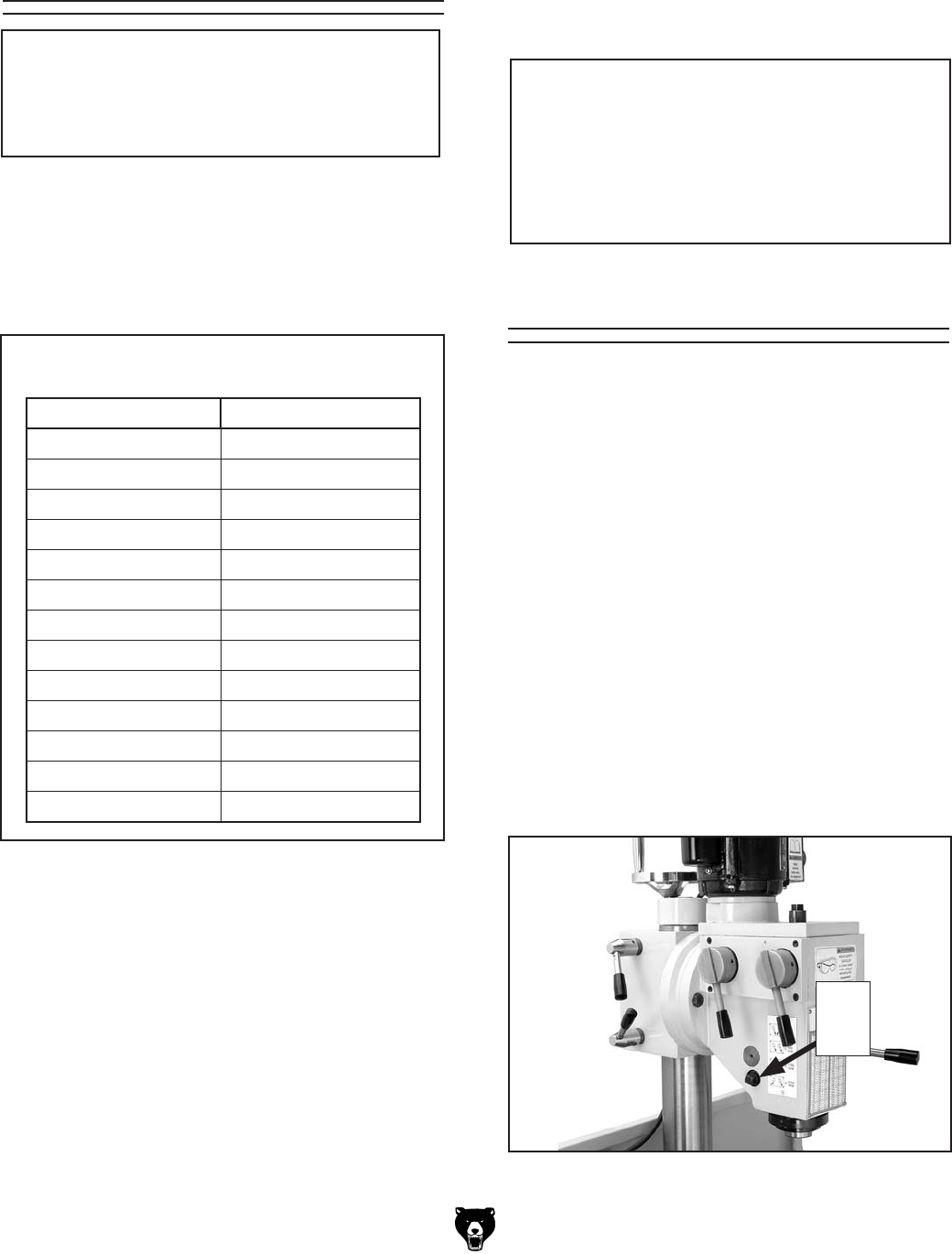
I]Zfj^aa[ZZY^hXdcigdaaZYWni]Z]VcYaZdci]Z
g^\]id[i]Z]ZVYhidX`!VcYVadX`Wdaidci]ZaZ[i
h^YZd[i]Z]ZVYhidX`Figure 47#
To use the quill:
1. =daYV[ZZY]VcYaZ!VcYaddhZci]Zfj^aa[ZZY
adX`WdaiidgZaZVhZi]Zfj^aa#
2. ;dgYg^aa^c\!ejaai]Z]VcYaZidlVgYndjVcYi]Z
fj^aal^aa[ZZYYdlcidlVgYi]Zldg`e^ZXZ#
Note: The quill feed handle is spring loaded.
DO NOT let go of the handle at the end of
a drilling operation or the quill will quickly
retract and slam into the headstock.
3. ;dgb^aa^c\!]daYi]Zfj^aaViVeVgi^XjaVgYZei]
VcYi^\]iZci]Zfj^aaadX`Wdai#
Figure 47.Fj^aaadX`#
Fj^aa
AdX`
7dai
Using the Mill