



















<%).'&'M(+8dbWdAVi]Z$B^aa
"'."
I]Z XVgg^V\Z ]Vh adc\^ijY^cVa VcY Xgdhh ha^YZ
edlZg [ZZY XVeVW^a^i^Zh# 6aa Y^gZXi^dch gZkZghZ
l]Zche^cYaZgdiVi^dc^hgZkZghZY#
To set and engage the power feed:
1. 9>H8DCC:8I I=: A6I=:$B>AA ;GDB
EDL:G
2. GZ[Zg id i]ZChange Gear Chart dc Page
31id YZiZgb^cZi]ZcZZYZY XdbW^cVi^dcd[
\ZVgh VcY l]^X] he^cYaZ adXVi^dc id ^chiVaa
ZVX] \ZVg dc# HZZ Figure 33 [dg i]Z \ZVg
^chiVaaVi^dc adXVi^dch i]Vi VgZ gZ[ZgZcXZYWn
i]ZX]Vgi#
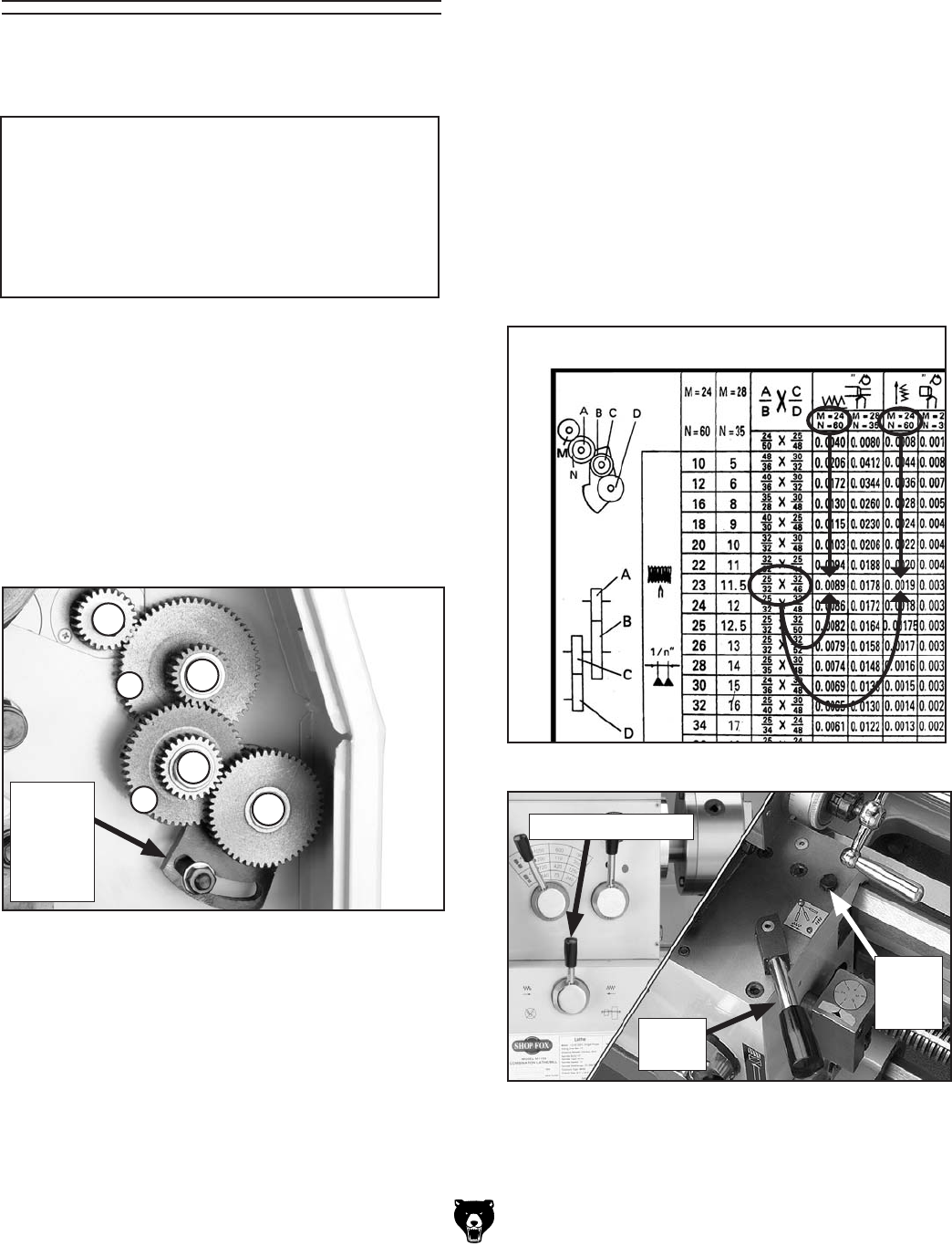
3. HZZFigure 34 [dgVcZmVbeaZd[\ZVgXdb"
W^cVi^dchi]Vi\^kZi]Zadc\^ijY^cVaVcYXgdhh
ha^YZ gViZh# ;dg ZmVbeaZ/ I]Z X]Vgi h]dlh
i]Vi%#%%-.d[adc\^ijY^cVaigVkZaeZggZkdaj"
i^dc d[aZVYhXgZl ^hcZZYZY! dg%#%%&. d[
Xgdhh igVkZa eZg gZkdaji^dc d[ aZVY hXgZl ^h
cZZYZY#
Note:All change gears are stamped with the
number of teeth they have.
Figure 35.AZVYhXgZlVcY[ZZYaZkZgh#
Figure 33.8]Vc\Z\ZVgadXVi^dch#
9
8
6
7
C
B
Adc\^ijY^cVa
;ZZY
8gdhh
;ZZY
>cX]
I]gZVY^c\
AVh]
6Y_jhiZg
VcY
AdX`
Cji
NOTICE
Feed rate is based on spindle RPM. Pay
close attention to the feed rate you have
chosen and be ready to disengage the
apron. Failure to do this may cause the
carriage to crash into the chuck.
Figure 34.Jh^c\i]ZX]Vc\Z\ZVgX]Vgi#
;ZZY
AZkZg
AZVYhXgZlAZkZg
6egdc
AdX`
7dai
Setting Power Feed
Rate
4. AddhZc i]Z aVh] VY_jhiZg Figure 33 VcY
hl^c\i]ZVhhZbWandjid[i]ZlVn#
5. GZbdkZi]Z gZfj^gZY:"Xa^eh!ajWg^XViZ! VcY
hlVedjii]ZVeegdeg^ViZX]Vc\Z\ZVgh#
6. BdkZi]ZaVh]VY_jhiZghdi]Z\ZVgWVX`aVh]
^h Vi %#%%( id %#%%-! VcYi^\]iZc i]Z adX`
cji#
7. JhZi]ZaZVYhXgZlaZkZgidhZaZXiaZVYhXgZl
gdiVi^dcY^gZXi^dcFigure 35#
8. AddhZci]ZVegdcadX`Wdai!VcYjhZi]Z[ZZY
aZkZgFigure 35idZc\V\Zi]ZXgdhhha^YZdg
adc\^ijY^cVa[ZZY#