



















12
Adjustments
Disconnect machine from
power source, shut off air supply and bleed
residual air from system, before making
adjustments. Failure to comply may cause
serious injury.
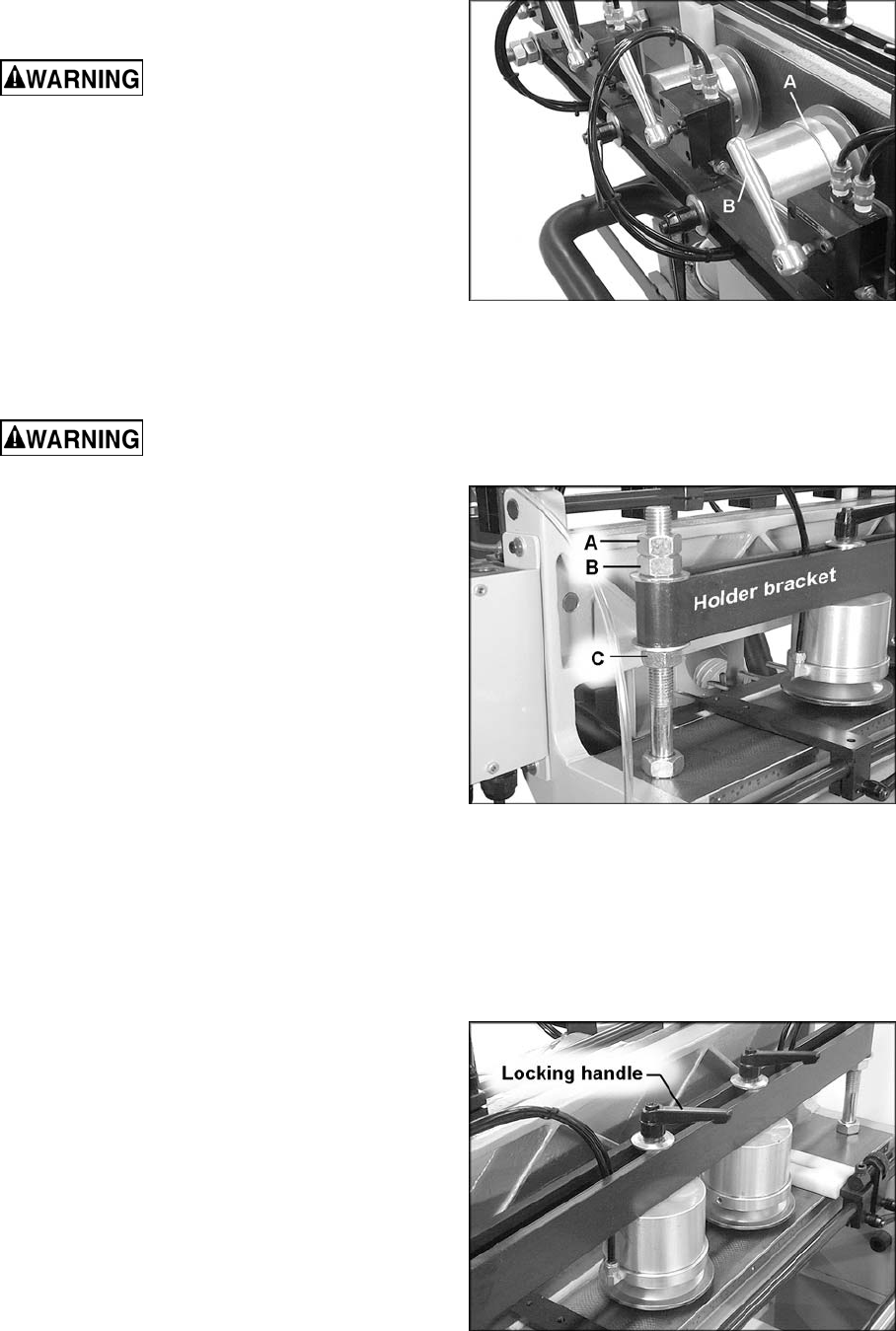
Clamping Cylinders
The workpieces are clamped to the table by
pneumatically operated aluminum cylinders (A,
Figure 9). Each cylinder has its own air on/off
lever. Simply turn the lever (B, Figure 9) to “on”
position to activate the cylinder; the cylinder will
respond immediately by clamping the workpiece
against the table.
Always keep fingers out of
the way of clamping cylinders. Failure to
comply may cause serious injury.
Both vertical and horizontal clamping cylinders
can be adjusted to match the thickness of your
workpieces. To change the thickness capacity of
the clamping cylinders, proceed as follows:
1. To increase the clamping capacity, loosen
the top two hex nuts (A and B, Figure 10) on
the stud at the end of the holder bracket,
with a 30mm wrench. Do the same for the
stud at the opposite end of the holder
bracket.
2. Tighten the lower hex nut (C, Figure 10).
You can do this without a wrench. This will
raise the holder bracket. Do this
incrementally on both studs until the desired
height is reached. When finished, tighten
top hex nuts (A & B, Figure 10) on both
studs with the wrench.
NOTE: Make equal adjustment on both studs at
each end of the holder bracket to ensure the
clamps are parallel to the table. To check this,
measure from the bottom edge of the holder
bracket down to the table. Measure at each end
of the holder bracket – the measurements
should be equal. Figure 10 shows the horizontal
clamping assembly - the procedure is identical
for the vertical clamping assembly.
3. To decrease the clamping capacity, back off
the lower hex nut (C, Figure 10) and tighten
the top hex nut (B, Figure 10). This will
lower the holder bracket.
4. When finished, tighten the lower hex nut (C)
against the holder bracket, and bring hex
nut (A) down against hex nut (B).
Figure 9
Figure 10
Figure 11