



















FX
3G
/FX
3U
/FX
3UC
PLC User's Manual - Positioning Control Edition
Built-in Positioning Functions
12 Examples of Programs
12.4 Positioning Using Batch Setting Method
B - 165
A
Common Items
B
Built-in
Positioning
Functions
Apx.
Example
Connection
5 Create a program.
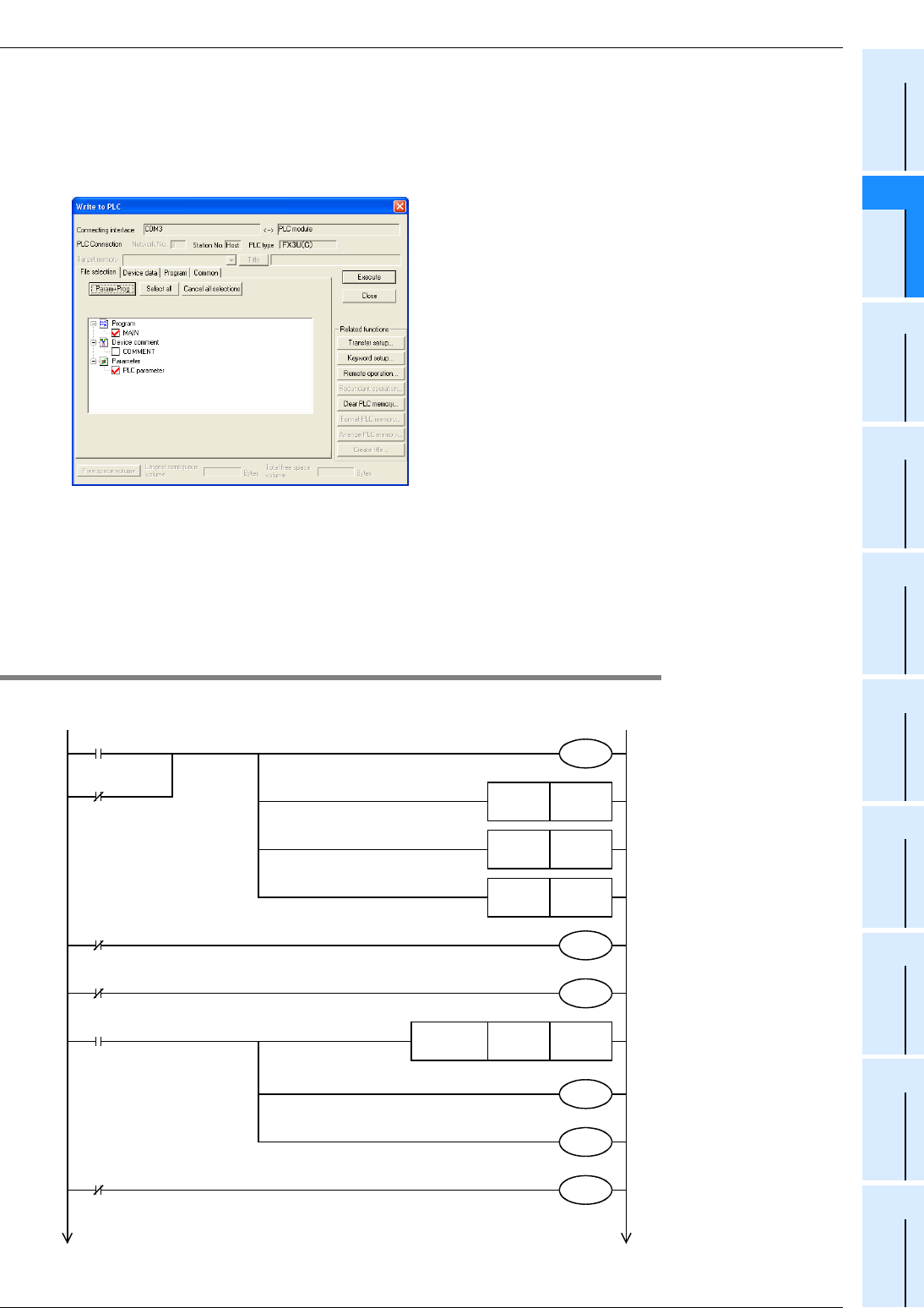
6 On the bar, click on "Online" and then "Write to PLC". The "Write to PLC"
window will appear.
*2. For Ver. 8.13P to 8.24A of GX Developer, the PLC type is FX3UC.
7 Click the "Param+Prog" buttons, and then click the "Execute" button.
The parameters and the created program will be transferred to the PLC.
To enable the transferred parameters, stop the PLC, and then restart it.
12.4.2 Operation Program
An example of a relay ladder program is shown below:
*1
X020
M8349
M8341
X014
Immediate stop
Servo ready
M8000
M8342
M8000
RUN monitor
RUN monitor
M10RST
M12RST
M13RST
M8343
M8344
X026
Forward rotation limit
X027
Reverse rotation limit
D8464H0020
FNC 12
MOVP
M8464
Stops outputting Y000 pulses.
(Immediate stop)
Refer to Subsection 4.7.2.
Enables the origin return
operation with CLEAR signal
outputting function. (CLEAR
signal: Y020)
Performs origin return in the
forward rotation direction.
Resets the "origin return
completion" flag.
Resets the "forward rotation
positioning completion" flag.
Resets the "reversed rotation
positioning completion" flag.
Forward rotation limit(Y000)
Reverse rotation limit(Y000)